







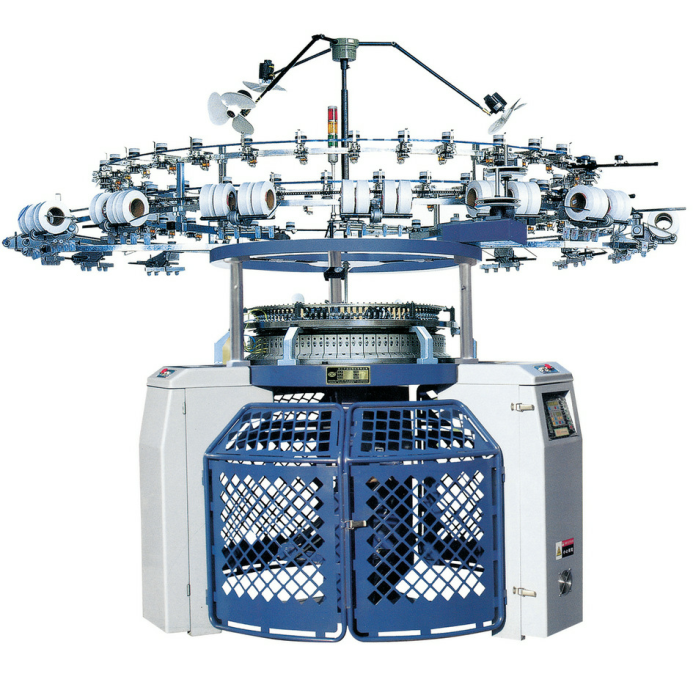
一、針織大圓機介紹:
針織大圓機,學名針織圓形緯編機(或者叫做針織圓緯機),是編織毛衫的主要設備,
在織物編織過程中,采取圓周運動形式,通過選針來編織花型,編織花型的能力可以通過一定的選針方法達到較高的水平,圓機最大的優點就是產量高,因此受到很多毛衫企業的青睞。
針織大圓機現已經廣泛地應用于紡織行業。

二、針織大圓機系統方案
1
、工藝要求
針織大圓機要求電機不能出現反轉和回轉,否則針床的針將被折彎甚至折斷,有的設備并未安裝單向軸承,系統正反轉取決于電機控制,需適當采用直流制動功能。
系統采用多段速度:
點動:5?6Hz點動運行;
工作:最高80HZ,高速織布運行,設定頻率由模擬量給定或變頻器開環頻率數字給定;
收布:20HZ,低速收布運行,當布匹織到一定長度時,需以20Hz左右的低速緩慢收布。
2
、性能要求
織布時負載較重,點動/啟動要迅速,要求變頻器低頻大轉矩,響應速度快。變頻器采用矢量控制模式,以提高電機穩速精度和低頻轉矩輸出。
3
、控制接線
針織大圓機控制部分采用單片機或PLC+人機界面控制,對變頻器進行端子控制起停,模擬量給定頻率或使用多段頻率給定。

對于多段速控制目前基本有兩種控制方案,一種是利用模擬量給定頻率,不管是點動還是高速低速運行,模擬量信號以及運行指令由控制系統給出;另一種是利用變頻器自帶的多段頻率給定,控制系統給出多段頻率切換信號,點動由變頻器自身提供,高速織布頻率由模擬量給定或變頻器數字給定。
4、變頻器參數設置
功能碼參數 |
設定值 |
解釋 |
F00.00 |
2 |
選擇高級菜單模式 |
F00.24 |
1 |
磁通矢量控制 |
F01.00 |
1 |
AI1
通道選擇 |
F01.15 |
1 |
外部端子控制 |
F01.17 |
50 |
加速
5秒 |
F01.18 |
8 |
減速
0.8秒 |
F01.11 |
80 |
上限頻率
80HZ |
F01.20 |
1 |
S
加減速方式 |
F02.02 |
0.5 |
啟動頻率 |
F02.11 |
2 |
加速
+直流制動停機 |
F02.14 |
0.5 |
停機直流制動起始頻率 |
F02.15 |
2 |
停機直流制動時間 |
F02.16 |
120 |
停機直流制動電流 |
F14.25 |
0.1 |
預勵磁時間 |
F15.O1 |
根據機型選擇 |
電機額定功率 |
F15.02 |
根據機型選擇 |
電機額定電壓 |
F15.03 |
根據機型選擇 |
電機額定電流 |
F15.04 |
根據機型選擇 |
電機額定頻率 |
F15.05 |
根據機型選擇 |
電機額定轉速 |
F15.06 |
根據機型選擇 |
電機極對數 |
F15.19 |
1 |
電機自整定 |
四、調試注意事項
1
、采用EN600磁通矢量控制模式,根據電機銘牌設置電機參數,旋轉自學習。
2
、避免回轉,有的針織大圓機系統加裝了單向軸承的機器,但是某些大圓機在機械上沒單向軸承,輕微的反轉可能就會損壞針盤,所有要控制好電機,需對變頻器設置停機直流制動參數,確保停機時電機軸完全剎住。
五、EN600在針織大圓機上的優勢
1
、具有S型加減速啟停平滑;
2
、磁通矢量控制模式,低頻大力矩、響應速度快;
3
、減速加直流制動功能,停機和制動穩定;
4 、采用磁場轎直功能,避免設備反轉造成斷針。
六、結束語
易能
EN600
系列在針織大圓機上的成熟用法已在浙江、江蘇、廣東等區使用,完全滿足使用要求
,
充分發揮
EN600
低頻大力矩、響應速度快性能。
EN600
系列屬于高性能磁通矢量變頻器,采用
32
位
DSP(
數字信號處理器)硬件平臺,先進的控制算法,能實現有
PG
矢量控制和無
PG
矢量控制,具有速度矢量和轉矩矢量兩種工作方式,能快速限定沖擊電流,擁有豐富的應用功能,廣泛用于高端制造業。該系列產品控制精度高、速度響應快、低頻特性優越,智能檢測與保護完善,有著廣泛的組網功能和友好的用戶使用習慣,豐富的外圍總線擴展、端子擴展、繼電器擴展、模擬量擴展等。
?
? 4000-711-088
深圳市南山區桃源街道麗山路大學城創業園1503室
0755-26985120
info@enc.net.cn
 企業郵箱
企業郵箱 OA系統
OA系統 加盟易能
加盟易能 營銷網絡
營銷網絡 應聘者
應聘者 在線服務
在線服務





























